
Башта дөрес җылыту җайланмасын сайлагыз
Винтка куелган пластмассаны ут яки кыздыру белән чыгару - пластик эшкәртү җайланмалары өчен иң таралган һәм эффектив ысул, ләкин винтны чистарту өчен ацетилен ялкыны беркайчан да кулланылырга тиеш түгел.
Дөрес һәм эффектив ысул: чистарту өчен винт кулланылганнан соң, блокторны кулланыгыз. Эшкәртү вакытында винт җылылык булганга, винтның җылылык бүленеше әле дә бертөрле.

Икенчедән, дөрес чистарту агентын сайлагыз
Базарда винт җыештыручыларның күп төрләре бар (винт чистарту материаллары), аларның күбесе кыйммәт һәм төрле эффектларга ия. Пластик эшкәртү компанияләре винт чистарту материалларын үз җитештерү шартларына карап ясау өчен төрле резиналар куллана ала.
Өченчедән, дөрес чистарту ысулын сайлагыз
Винаны чистартуның беренче ады - тукландыру кыстыргычын сүндерү, ягъни ашату портын ябу; Аннары винт тизлеген 15-25р / минутка киметегез һәм бу тизлекне үлем алдындагы эретү агымы туктаганчы саклагыз. Баррельнең барлык җылыту зоналарының температурасы 200 ° C булырга тиеш. Баррель бу температурага җиткәч, чистарту башлана.
Экструзия процессына карап (экструдерның алгы очындагы артык басым куркынычын киметү өчен үлемне чыгарырга кирәк), чистарту бер кеше тарафыннан башкарылырга тиеш: оператор контроль панельдән винт тизлеген һәм моментын күзәтә, система басымының артык зур булмавын тәэмин итү өчен экструзия басымын күзәткәндә. Бөтен процесс вакытында винт тизлеге 20р / мин. Түбән басымлы кушымталарда үлгәндә, чистарту өчен үлемне бетермәгез. Экструзия тулысынча эшкәртү резинасыннан чистарту резинасына әверелгәч, үлем туктатыла һәм чыгарыла, аннары винтаны яңадан эшләтеп җибәрәләр (10р / минут эчендә), калдык чистарту резинасы агып китсен өчен.

Дүртенчедән, дөрес чистарту коралларын сайлагыз
Дөрес кораллар һәм чистарту материаллары үз эченә алырга тиеш: җылылыкка чыдам перчаткалар, күзлекләр, бакыр кыргычлар, бакыр щеткалар, бакыр чыбыклар, стерик кислотасы, электр бораулаулары, баррель линейкалары, мамык тукымалар.
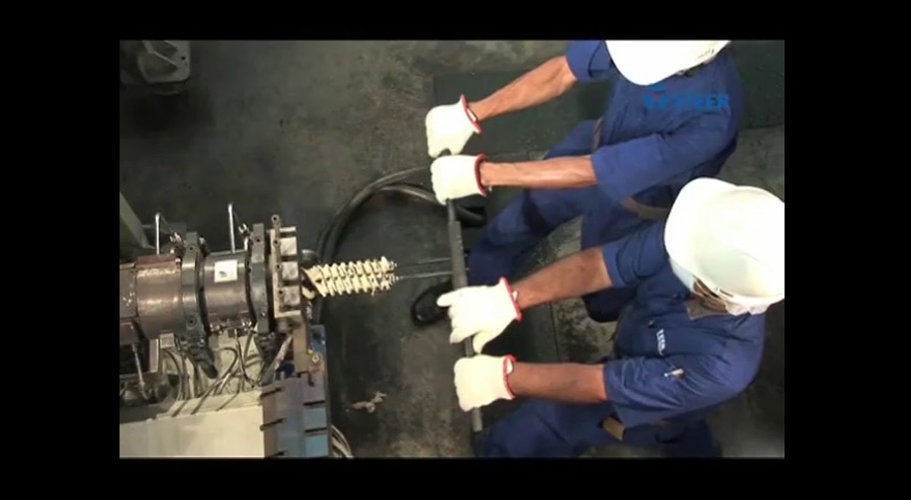
Чистарту резинасы экстрадицияне туктаткач, винтны җайланмадан чыгарырга мөмкин. Суыту системасы булган винталар өчен, шланг сызыгын һәм винтаны чыгару җайланмасын эшләтеп җибәргәнче, тизлек сандыгына тоташтырырга мөмкин. Чистарту өчен 4-5 винт торышын фаш итеп, винтны алга этәрү өчен винт чыгару җайланмасын кулланыгыз.
Винттагы чистарту резинасын бакыр кыргыч һәм бакыр кисточка белән чистартырга мөмкин. Ачыкланган винттагы чистарту резинасы чистартылганнан соң, җайланма винтны чыгару җайланмасы ярдәмендә 4-5 винтка алга этәреләчәк һәм чистартуны дәвам итәчәк. Бу кабатланды һәм ахыр чиктә винтның күбесе баррельдән чыгарылды.
Чистарту резинасының күпчелеге алынгач, винтка стерик кислотасы сибегез. Аннары калган калдыкны чыгару өчен бакыр чыбык сеткасын кулланыгыз, һәм бөтен винт бакыр чыбык белән чистартылганнан соң, соңгы сөртү өчен мамык тукыманы кулланыгыз. Винаны сакларга кирәк булса, датны булдырмас өчен, өскә май катламы кулланырга кирәк.

Баррельне чистарту винтны чистартуга караганда күпкә җиңелрәк, ләкин ул шулай ук бик мөһим.
1. Баррельне чистартырга әзерләнгәндә, баррель температурасы 200 ° C тәшкил итә;
2. Түгәрәк корыч щетканы бораулау торбасына һәм электр бораулауны чистарту коралларына борыгыз, аннары корыч кистаны бакыр чыбык белән каплагыз;
3.
4. Бакыр чыбыклар челтәргә кергәннән соң, аны әйләндерү өчен электр бораулауны башлап җибәрегез, һәм бу алга һәм артка хәрәкәт каршылык булмаганчы ясалма рәвештә аны артка борыгыз.
5. Мондый берничә тапкыр сөртелгәннән соң, баррельне чистарту тәмамланды. Яхшы чистартылган винт һәм баррель киләсе җитештерүгә әзер!

Пост вакыты: 16-2023 март